



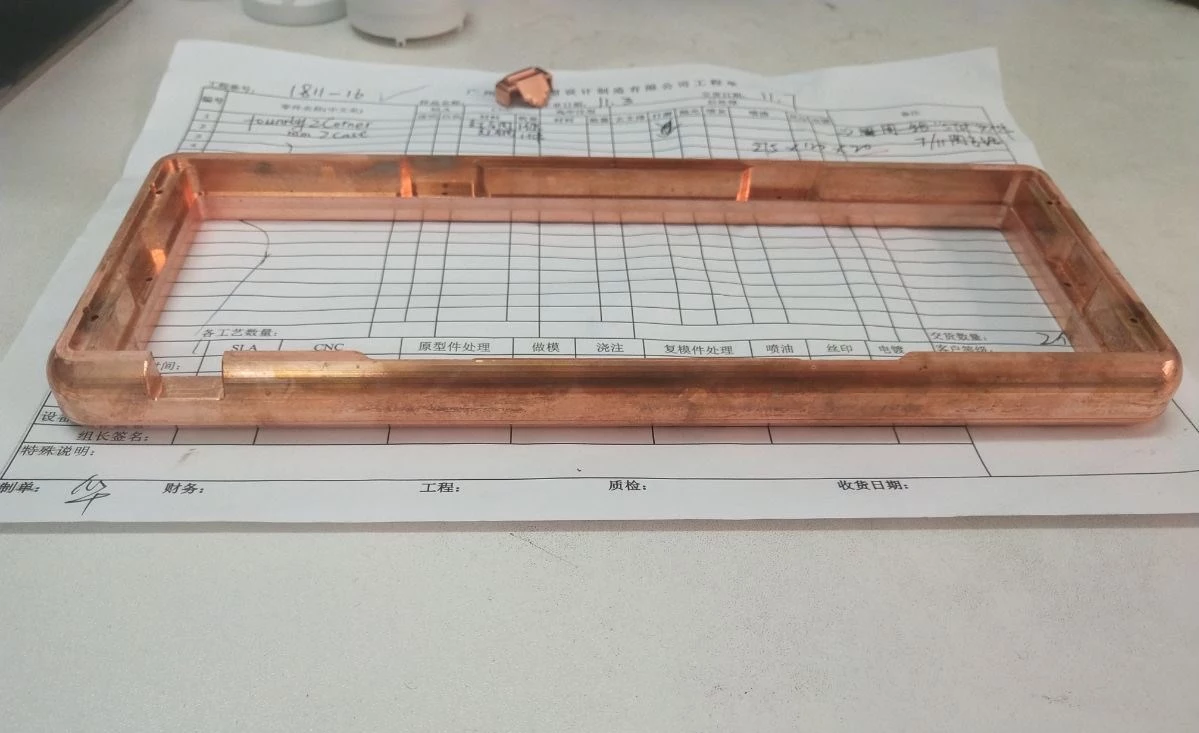
Näppäimistön kotelo Mukautettu CNC-alumiininäppäimistön osat Elektroninen näppäimistön kotelo
Tekniset tiedot: räätälöity piirustusten ja näytteiden vaatimusten mukaisesti
Johdanto: Ammattimaisten laitteistojen lisävarusteiden käsittelylaitos
Kuvaus
Tekniset parametrit
OEM-alumiini-cnc-jyrsintäpalvelun työstö cnc-alumiinilompakon osat

Tuotteen Kuvaus
Shenzhen ylpeys Industrial Co, Ltd on ratkaisujen toimittaja, joka on erikoistunut tarkkuusosiin ja käsien muotoiluun.
Yrityksellä on taito kaikentyyppisiltä alumiiniseoksilta, ruostumattomalta teräkseltä, titaaniseokselta, muovista ja muista erikoismuotoisten / monimutkaisten / erittäin tarkkojen käsimallien prosessointimateriaaleista, joita käytetään pääasiassa rautateiden kauttakuljetukseen (autovarusteet), digitaaliseen elektroniikkaan, lääketieteellisiin laitteisiin , tekoäly, älykäs koti ja muut kentät.
Tuotantoprosessi kattaa: CNC-työstö, CNC-metallinkäsittely, CNC-sorvin käsittely, metallin leimaaminen, muovin ruiskutus, muotin käsittely.








Core tekeminen:
Ydin muodostetaan valamalla hartsihiekkaa muottiin sisäpinnan valun muodostamiseksi. Siksi ytimen ja muotin välinen rako muuttuu lopulta valuksi.
Casting Tuotanto:
Muotti vaaditaan sulatusprosessin aikana. Muotoiluun sisältyy tyypillisesti muotin tukikehys, joka vedetään ulos erottamaan valuprosessin aikana, jolloin aiemmin asetettu ydin sulaa muotissa ja sulkee sitten muotin aukon.
Puhdistus&vahvistin; työstö:
Puhdistuksen tarkoituksena on poistaa hiekka, hiekka ja ylimääräinen metalli valusta. Hitsaus, hiekan poistaminen voi parantaa valupinnan ulkonäköä polttamalla hiekkaa, ja vaaka poistetaan valupinnan ulkoasun parantamiseksi. Ylimääräinen metalli ja muut nousut poistetaan. Askel eteenpäin hitsaamalla ja hiomalla. Joihinkin valukappaleisiin sovelletaan erityisiä jälkikäsittelyvaatimuksia, kuten lämpökäsittely, muotoilu, ruosteenesto, karhennus jne.
LopuksiVikojen tarkastaminen ja laaja laadukas viimeistely, ennen käsittelyä ja sen jälkeen uudelleenkäsittelyä eri asiakkaiden vaatimusten mukaan, voimme tehdä lämpökäsittelyn, pintakäsittelyn, ylimääräisen tarkastuksen ja niin edelleen.
![Q@~2R~6G01YDJ$O]ARS5L$N](https://www.pride-cnc.com/Content/uploads/2020572095/20200720120052e584557864a84b66ae9d58aa686cb61e.png "Q@~2R~6G01YDJ$O]ARS5L$N")


Yrityksemme
_02")
")
")
")
Pakkaus
1, pahvipakkaus
2, puinen laatikko
3, muovipussi
4, Kuten tarpeitasi

Shenzhen ylpeys Industrial Co, Ltd
Puh:+8618666663894
Faksi:+86-917-3387002
Väkijoukko:+86-755-23699351
Sähköposti:crush@pride-cnc.com
Lisätä:Lohko D, Dianlian Science Park, Matian St., Guangmingin piiri, Shenzhen 518106, Kiina
Uusimmat uutiset
Ohjaa kappalemurtuman kirkkaan kaistan kokoa sirun muodostumisen ohjaamiseksi
Rajausväli
Yrityksemme&# 39: n alkuperäinen alumiinilevyjen tuotantokokemus ei ole rikas. Leikkuureunan välys on suunnilleen sama kuin teräslevyn, joka on 8% materiaalin paksuudesta. Alumiinilevyn pehmeiden ominaisuuksien mukaan 8%: n välys tekee murtuman kirkkaasta nauhasta kuitenkin noin 2/3. Tällöin syntyy joitain jyrsimiä, jotka hierovat helposti laippaprosessin aikana. Muodosta sirut. Kysyimme myöhemmin ulkomaisia vakio-osien käyttöohjeita leikkausvälin optimoimiseksi. Leikkausrako on 10% -12% levyn paksuudesta. Tämän ominaisuuden mukaan veitsen reuna on koulutettu. Varmista, että kaikki aukot ovat yhdenmukaisia. Jotta murtuma ei hieroisi uudelleen leikkaamisen jälkeen. Teemme leikkuureunan kohtisuoraksi -2 °: seen ja leikkuureunan karheus saavuttaa Ra0-20.4um.
Leikkaamisreuna
Kun ajoitat leikkuuterää, varmista ensin leikkuuterän lohkon leikkuureunan tasaisuus, jotta vältetään osien leikkaaminen. Koska leikkaamalla on helppo valmistaa alumiiniliuskoja samanaikaisesti, se voi varmistaa, että osat leikataan samanaikaisesti leikkauslastujen vähentämiseksi. Leikkaussyvyys säädetään noin 3 mm: iin, ja veitsen reunan ja osien välistä kitkaa pienennetään lastujen muodostumisen vähentämiseksi.
Reunan muoto
Leikkuureunan ja leikkausreunan ei tulisi olla liian teräviä. Kiillota leikkuuteräpalkki ja trimmausreuna viilalla tai pyörökivellä siten, että reunan pyöristetty nurkka on noin 0,2 mm, jotta reuna ei ole liian terävä. Jos ei, alumiinilevy yleensä rikkoutuu trimmausprosessin aikana. Tuottaa suuremman murtuma-alueen.
Muotien ja lisäosien lämpökäsittely
Viite ulkomaisten standardiosien käyttöohjeisiin. Veitselohkon pinta on päällystetty berylliumkerroksella, mikä voi parantaa veitselohkon kulutuskestävyyttä. Insertin viimeistelyn lisääminen lisää insertin kovuutta, mikä voi välttää jätteen muodostumisen. Vähennä muotin ylläpitoa.
Koska se on muovausprosessi, OP10-veto-suulakkeen materiaali virtaa muottipintaan. On väistämätöntä, että pitkäaikainen työskentely aiheuttaa materiaalin putoamisen ja tarttumisen rattin jänteisiin, mikä tuottaa myös roskia. Tätä ongelmaa varten sovelsimme galvanointia muottiin. Lisää muotin viimeistelyä. Se estää roskien hieromisen ja lisää myös muotin kovuutta estämään muotin vaurioitumista napatusta.
OP20 / 30/40-muoteissa verrataan perinteistä galvanointia ja TD-prosessointia ja otetaan lopulta käyttöön PVD-tekniikka. Galvanointiin verrattuna PvD: llä on korkeampi kulutuskestävyys. Verrattuna TD-prosessointiin, PVD: n käsittelylämpötila on alhaisempi, noin 240-350 ℃, jolla on hyvä säätövaikutus insertin muodonmuutoksiin.
Suositut Tagit: näppäimistön kotelo mukautettu cnc alumiininäppäimistön osat elektroninen näppäimistön kotelo, Kiina, valmistajat, toimittajat, tehdas, tukku, räätälöity, valmistettu Kiinassa
Pari
EiSeuraava
EiLähetä kysely
Saatat myös pitää





